装配车间,小王像往常一样操作:拿起扭矩起子,设定好工艺要求的扭矩值,对准螺丝,“咔哒”一声清脆响起——拧到位了。一切看起来都没问题。
一周后:产品异响,螺丝松动。紧急排查,质量部、工艺部、生产部的人聚在一起,气氛凝重。
“扭矩起子校准过吗?”领导发问。
“刚校准合格,证书在这。”计量员递上报告。
“操作手法有问题?”领导转向小王。
“我干了五年,一直都是这么拧的!”小王一脸委屈。
“那螺丝本身有问题?还是工艺给错了扭矩值?”
会议室里,没人能给出确切答案。一把“合格”的扭矩起子,一次“标准”的操作,和“松动”的产品——责任在谁?
一、先讲透:检定合格 ≠现场一定锁得紧
依据国家计量检定规程JJG 707-2014《扭矩扳子》,扭矩起子/扭矩扳子检定合格,只代表一件事:在标准检定条件下,工具自身的示值误差、重复性、回零误差等指标,满足对应精度等级要求。标准检定条件:(23±5)℃、温度变化小、无振动、无冲击;加力条件为同轴、平稳加载、专用夹具、缓慢用力到 “咔哒”。
也就是说:JJG 707 只保证扭矩起子/扳子是准的,不保证你用扭矩拧出来的力矩一定准。
二、导致松动的真正元凶是?
1. 工具本身允许误差,现场会直接叠加
一把精度为6级的扭矩起子:示值误差 ±6%;重复性 6%;两者叠加,单次实际输出扭矩波动可达 ±10%。
你设定 10 Nm扭矩值,极端情况下输出可能只有9Nm,已经接近工艺下限。工具在合格范围内偏下限,就会导则螺丝 “看起来拧紧,实则偏松”。
这不是工具损坏,是精度极限碰撞,和上期卡尺之谜是同一个逻辑。
2.检定条件 ≠ 现场条件,误差被环境放大
对比维度 | 检定条件 | 现场实际使用条件 |
温度环境 | 恒温,温度稳定可控 | 冬夏温差大,材料热胀冷缩改变摩擦系数 |
振动与冲击 | 无振动、无冲击,环境稳定 | 存在设备振动,操作伴随冲击 |
接触面状态 | 清洁、状态均匀 | 存在油污、毛刺,表面状态不一 |
检定是理想实验室,现场是真实工况。环境条件带来的误差,远大于工具本身误差。
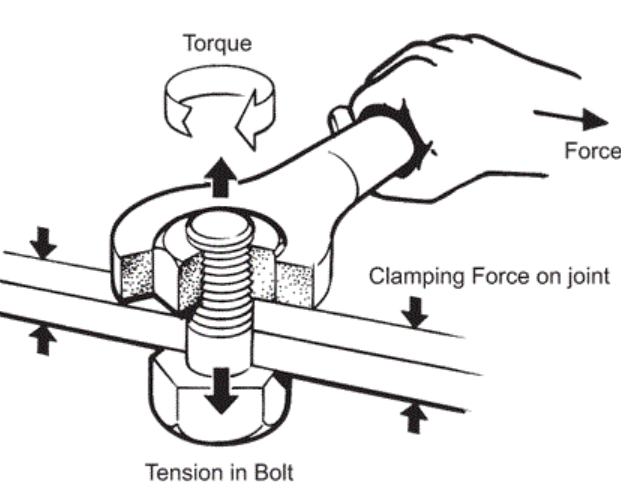
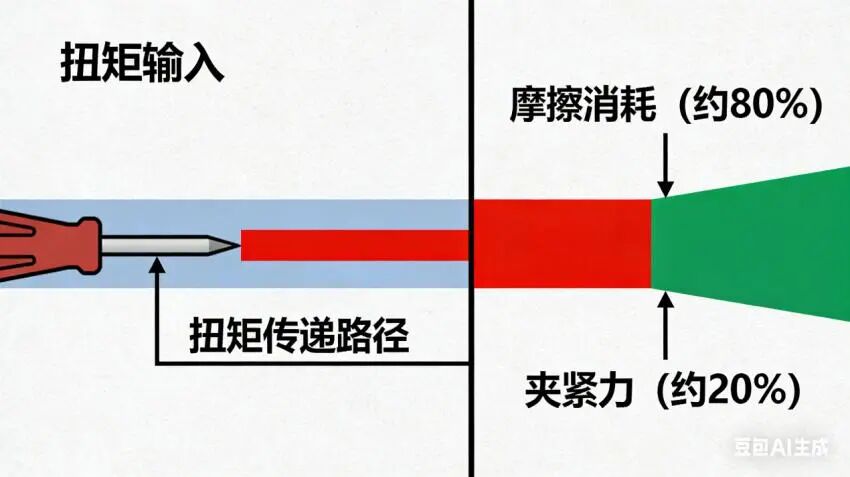
3. 检定只测扭矩,我们要的却是夹紧力。
检定:只看扭矩准不准;装配真正需要:夹紧力够不够、稳不稳。你设定的扭矩,大部分被摩擦吃掉:螺纹摩擦;端面摩擦;油污、杂质、表面处理不同。直接导致:同样扭矩,夹紧力可能差一半。
扭矩起子再合格、再准,也管不了摩擦带来的损耗。
4. 拧紧手法,直接决定 “咔哒” 是不是真到位
现场使用扭矩工具时,因为使用习惯的问题经常会出现一些错误操作:
项目 | 正确方法 | 错误使用方法 |
安装与姿态 | 扭矩起子与螺栓/螺母保持同轴,垂直对准。安装时手腕保持平稳,无侧向偏移、无倾斜受力 | 安装随意,手腕偏斜、侧向用力 |
加载方式 | 匀速、平稳发力,持续均匀施力直至工具触发 | 图省事,快速拧动、冲击式发力、用力过猛 |
触发后操作 | 听到 “咔哒” 后立刻停止施力,不继续操作 | 咔哒后担心未拧紧,补拧、多拧半圈及以上 |
错误的使用方法会让:扭矩起子离合器提前/滞后触发、导致实际扭矩偏低或偏高,没有效变成夹紧力。
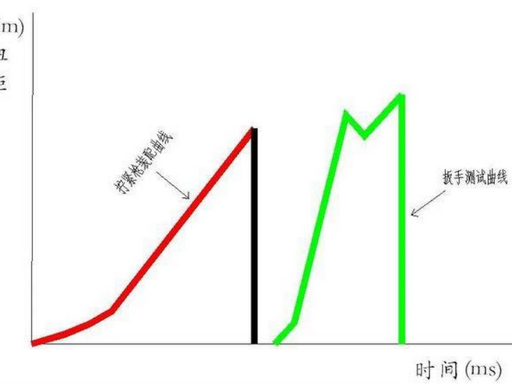
 5. 扭矩拧紧“瞬间”,不代表 “长久锁紧”
5. 扭矩拧紧“瞬间”,不代表 “长久锁紧”
现场使用扭矩工具拧紧只代表出现“咔嚓”那一刻的扭矩合格,但正常情况下,拧紧的螺丝可能会因为:材料的弹性回弹、应力松弛、垫片压缩、环境的振动等问题,导致螺丝松动。
三、终极结论
扭矩起子检定合格、操作工操作合规、零件合格。
但螺丝依然松动,真正答案只有一句:
合格工具之间、合格工具与现场工况之间,误差会叠加,
最终结果超出预期往往是工具允许误差+环境+操作+摩擦+材料松弛共同造成的。
四、计量小建议
1.按量程使用
常用扭矩在工具量程 20%~80%,此区间误差最小。
2.不只靠周期检定,加强现场点检
关键工位每周或定期使用标准扭矩仪复核一次。
3.严格按“检定姿态” 操作
同轴、垂直、平稳缓慢加载,咔哒即停,不补拧。
4.控制摩擦条件
工艺明确:是否润滑、是否涂胶、是否去毛刺。
5.减少系统误差
同一产品、同一工位,同一操作者,尽量用同一把工具、同一套手法减少系统误差叠加。
6.加强日常维护
扭矩工具在使用完毕后,将扭矩设定值调整至最小量程,减少弹簧负荷,避免扭矩超差。
文章来源于网络,版权归原作者所有,侵删。